产品列表
自动送料数控铆接机方案一例
![]()
1 概述 本设备用于需方螺母柱自动送钉铆接;在加工区有一台气动自动送钉单点冲压铆接机,工件通过夹具固定在二维数控工作台上,由PLC可编程控制器集中控制产品的整个连接过程。
2 设备工作流程
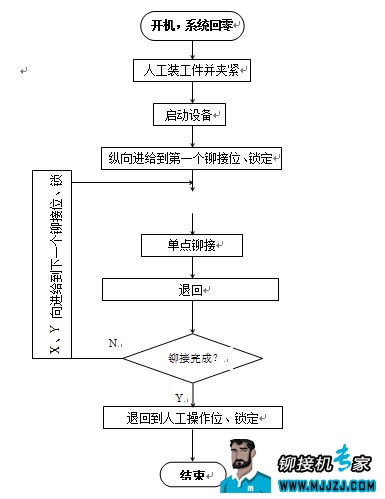
设备的工作流程如下:
2.1开机,系统回零;
2.2人工把工件安放在定位工装上,并由人工或气缸快速夹紧工件;
2.3启动设备,设备自动把定位工装、夹具及工件进给到第一个铆接位置并锁定(由电机锁相实现);
2.4控制装配气缸动作,自动将螺柱装入工件;
2.5气缸下压,自动进行螺柱和工件的压铆连接;
2.6控制铆接气缸动作,完成一个点的连接;
2.7X、Y轴移动工件和夹具到下一个铆接点位;
2.8重复2.4~2.7步工作;
2.9铆接完成后,设备自动把定位工装、夹具及工件移动到人工操作位置;
2.10结束一次铆接工作。
设备的工作流程框图如图1所示:
3 设备组成
3.1 单点气压自动送料铆接机
最大铆压力 5吨
需要外接气源;
铆接力可无级调节;
压铆螺柱倒入储料盘后,设备会自动将螺柱筛选和排列出来,供设备自动铆接使用。
单点铆接机的进给和退回动作由PLC可编程控制器通过气压电磁阀控制;
单点铆接机的进给动作:当数控工作台到达设定值时(即到达设定的铆接点时),控制电磁阀动作,使工作气缸进给,到达一定位置后,由行程开关发讯给PLC可编程控制器,进而控制电磁阀换向。3.1 数控工作台
采用矩形导轨;
移动行程为:X向 300mm;
Y向 200mm;
定位精度:0.05mm。
3.2 工件的定位安装夹具
由工件的定位安装夹具保证需要铆接的工件之间定位准确,安装夹紧牢固可靠;
铆接机的下模装在夹具上;
定位安装夹具安装在数控工作台上。
3.4机架
机架作为整个设备各个部分的安装基础,需要具备良好的刚性及稳定性。本方案采用方钢管及钢板等焊接,并进行必要的稳定性处理,以达到设计要求。
3.5控制系统
整个系统由PLC可编程控制器进行集中控制,显示屏实时人机对话;控制量主要包含以下几个方面:
3.2.1. 整个设备的工作流程和顺序;
3.2.2. X、Y向进给机构的移动量;
3.2.3. 安全保证系统;
3.2.4. 零位基准等。
3.6安全措施
3.2.5. 每个运动机构都安装极限限位开关;
3.2.6. 每个运动机构都具有机械硬限位措施;
3.2.7. 每个运动机构都装有零位开关,以保证设备的一致性;
3.7辅助装置
气动元器件及其控制单元等。
联系方式
- 武汉埃瑞特机械制造有限公司
湖北省武汉市洪山区李纸路板桥南5号
邮编:430065 - 手机:13507127863
- 服务电话:400-027-0250
- 服务电话:027-88716898
- 传真:027-88716898
- E-mail:market@irivet.cn