产品列表
汽车天窗机器人无铆钉铆接机技术规范
1 将迈腾B7L前部框架和导轨的连接与铆接设备集成到一个工位,防止零件变形。
2 本工位时间节拍45S,铆接设备运行时间小于35S。
3 采用二个旋转工位放置铆接零件,人工上下料。
4 设备动作过程:
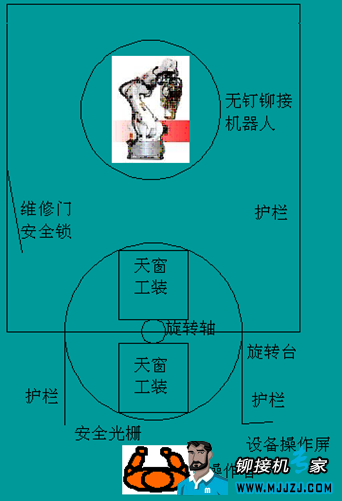
1、(设备处于待机状态,无铆钉铆接机气液增力缸处于原位)
2、(采用二个旋转台放置铆接工件的工装,人工上下料)(时间2s)
3、(定位方式:左右导轨、中横梁使用定位销与支撑定位,并用相应数量的气缸夹紧;更换产品时,只要更换定位销。节约快换时间)
4、(操作者按下双手按钮开关,启动设备,设备自动判断防错是否正常,气缸夹紧工件,检测夹紧到位)(Start)
5、双手启动旋转台,旋转到位后,锁住旋转台,自动启动机器人动作。(时间3s)
6、机器人动作至旋转台,机器人按工件相应铆接轨迹运行,并自动启动无铆钉气液增力缸动作,至零件全部铆接完成)(时间25s)
(有仪表显示冲压力,判断无铆钉铆接质量,如出现铆接底厚不合格,抗拉不合格,设备立即报警,并停止铆接,机器人立即运行到准备返修位,等待操作确认检查无误,可以继续启动机器人进行铆接。)
7、铆接完成机器人离开旋转台到机器人工作原位(时间2s)
8、旋转台锁销打开,并自动旋转出(操作者将连接好的工件取出)(时间3s)
(设备在自动旋转前判断下一工件:如果有工件,检测是否准备好,无工件自动旋转。)
9、(设备回到工作准备状态)(End)
5 场地尺寸:270cm X 400cm X 200 cm(高度) (包括物料放置空间)
6 本设备主要用于导轨和中横梁的铆接,中横梁在凹模侧,导轨在凸模侧。
中横梁(牌号:DC04,表面处理:of1-X630,厚度1.2MM)
导轨(牌号:6060 T66;表面处理:of1-W610(ANODIZED SILVER MIN 12μm),1点厚度1.5MM,另一点厚度2 MM)。
7 机器人:重复位置精度<0.3mm
旋转工位位置:重复精度<0.2mm
快换装置定位销与定位孔间隙:重复精度<0.02mm。
8 定位方式:左右导轨、中横梁使用定位销定位,更换产品时,需要更换的导轨与中横梁定位销与支撑,节约快换时间。
9 夹具具有初始位置标识和刻度,以便记录夹具调整位置数据。
10 框架支撑:左右导轨、中横梁放在尼龙支撑上。
左右导轨、中横梁在Z方向进行传感器进行防错
a)放置正确防错
b)不同天窗导轨防错
c)采用夹具机械防错(包括左右件/正反放置)。
11 每次铆接体铆接完后必须避免铆接工件变形。(采用凹模侧脱模机构将工件从凹模中脱出,并使脱模装置离开工件;还是采用凸模侧脱模机构将工件从凸模中脱出,并使脱模装置离开工件。须要现场论证,并提供依据)
12 铆接完,有自动清理凸凹模装置。
13 铆接区域采用网格防护栏+安全光栅进行安全防护,有维修安全门。
14 每次铆接点都进行铆接质量自动检测,不同厚度铆接点检测范围不同,检测通道进行自动切换,如不合格报警,并停止运行。
15 在铆接过程中,确保导轨弧度不变形,不影响导轨排水和遮阳板滑动力。
16 铆接模具寿命〉15万次;提供模具等易损件清单、价格。
17 设备能力(cmk)>1.67
18 配置气源压缩空气压力传感器,压力指示精度0.1Bar(或0.01Mpa),压力调节、点检方便。
19 在触摸屏内可以进行不同产品的切换,可以进行所有动作的手动操作。
20 在触摸屏内有开始作业的点检画面(位置传感器检测)/启动条件确认画面。
21 安装3色设备状态信号灯塔。
22 使用时应考虑到动作不良和机器不良,在警告时全部发出警报,作业者能够对此内容进行认识,触摸屏给出详细的故障信息。
23 机器人采用XXX机器人。具体型号要根据机器人负载情况选取。设备供应商必须提供机器人负载重量等技术指标。
24 铆接点质量必须满足技术标准要求。
联系方式
- 武汉埃瑞特机械制造有限公司
湖北省武汉市洪山区李纸路板桥南5号
邮编:430065 - 手机:13507127863
- 服务电话:400-027-0250
- 服务电话:027-88716898
- 传真:027-88716898
- E-mail:market@irivet.cn